
Agregar:
Metales CO., Ltd de Dongguan Fortuna
No. 226, Shida Road, ciudad de Dalingshan, Dongguan 523810, Guangdong, China
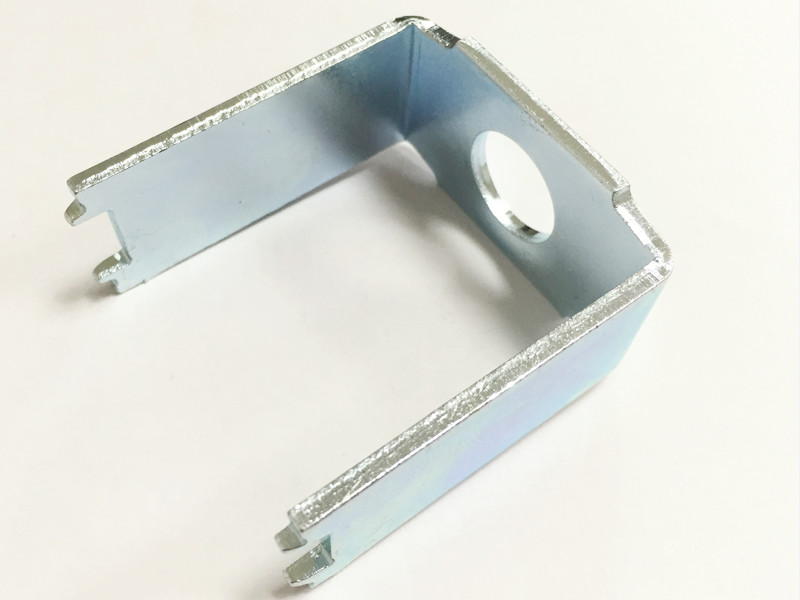
Las piezas estampadas de metal se utilizan ampliamente en diversas industrias, incluidas las de automóviles, aparatos electrónicos, medicina, aeroespacial, etc. Las fábricas de estampado suelen encontrar algunos problemas de calidad del producto al producir piezas estampadas. A continuación, discutiremos principalmente el problema de las rebabas de borde puntiagudo en piezas estampadas de precisión. Según Dongguan Fortuna'Mediante un análisis preciso, las principales razones de las rebabas de una cara en piezas de estampado de metal son las siguientes.
Piezas estampadas de metal
1) Error de montaje del molde. Si el punzón no está perpendicular a la placa fija o está flojo debido al desgaste, o el pasador de posicionamiento está flojo, no se puede garantizar la posición de fijación correcta del punzón y del punzón.
2) Mala precisión de la guía. Si el espacio coincidente de la guía del troquel es demasiado grande, la línea media del troquel superior y el troquel inferior no se superponen, lo que afecta la uniformidad del espacio de punzonado.
3) Error de instalación. Al instalar un molde no guiado, no se permite que la posición de los moldes superior e inferior cause un espacio desigual. La superficie de la plantilla o la placa inferior de la plantilla no está limpia o los tornillos superiores no están apretados correctamente, lo que provocará que las piezas de trabajo se inclinen.
4) El molde se deforma durante el trabajo. Por ejemplo, el orificio de fuga del tablero del colchón perforado es demasiado grande, la plantilla debajo del molde es demasiado delgada y la rigidez del molde es insuficiente.
5) El espacio libre del riel guía perforado es demasiado grande, el paralelismo entre la superficie inferior del control deslizante y la superficie de trabajo no es bueno o la dirección de deslizamiento del control deslizante no es perpendicular a la superficie de trabajo.
6) Cuando la resistencia de la pieza de trabajo durante el punzonado supera el 80% de la presión nominal del punzón, es fácil deformar la"C"-cama en forma de punzón abierto, de modo que las líneas medias de los moldes superior e inferior no coincidan.
7) La planitud de la placa es deficiente y el punzón con un diámetro más pequeño se inclinará durante el proceso de estampado de metal.
8) Debido a la selección del troquel, procesos inadecuados de forjado y tratamiento térmico, el troquel se deformará durante el tratamiento térmico o la electroerosión por hilo, lo que afectará la uniformidad de la separación del troquel.
Copyright © 2023 Dongguan Fortuna Metals Co, Ltd. | Reservados todos los derechos.

